Product Description
Products Description
Stainless steel chains are widely used in food processing, pharmaceutical, chemical production, rubber processing, non-ferrous metal smelting, electronic equipment, environmental protection equipment and heat treatment equipment and other fields of mechanical transmission and conveying equipment.
Traction chains are widely used in forklifts, CHINAMFG stackers, textile machinery, parking garages, drilling rigs, aerial work platforms, pipe benders, etc.
Conveyor chain is widely used in food, wood and paper, logistics, packaging machinery, building materials machinery, environmental protection equipment and other industries for material conveying
Drive chains are mainly used to transmit power and are widely used in agricultural machinery, construction machinery, escalator drive, logistics and packaging machinery industries.
Agricultural Machinery Chain
Agricultural machinery chains are mainly used in rice, wheat, corn, cotton and other agricultural machinery to provide driving and conveying functions to realize the mechanization of the whole process of agricultural production from plowing, sowing to harvesting.
Details Images
Product Paramenters
Company Profile
SFR Chain Group has been excelling at manufacturing and innovating motorcycle and industrial chain since 1991,always focusing on high quality and innovation to stay in the pole position of the industry.
SFR operates 4 fully owned factories and 1 joint venture, certified by ISO9002, ISO9001 and ISO/TS16949 Quality Management System.
SFR offers over 2000 series, which are exported to over 60 countries all over the World, and are widely used in variety of fields. Such as agricultural machines, motorcycles, metallurgy, wood processing, or food and beverage processing, among others. We at SFR Chain always adhere to the group’s spirit of integrity, efficiency and innovation:”We strive to offer the best products and service to our customers”
SFR is a global professional supplier focusing on chain drive solutions, with famous chain drive brands such as SFR, SUNFUN, MOTOMAX, EP and TVH.
Our commitment to R&D led SFR to establish atable cooperation with several ell-known universities and research institutes in China, as well as setting up an Intelligent Chain Drive Research Center within the group, altogether resulting in its more than 70 patents. This allows us to offer the widest range of power transmission and conveyor chain at the most competitive prices.
Since 1991, it has become a leading company in the chain industry with 5 production bases, about 110,000 square CHINAMFG of factory space, more than 180 patents, more than 2,000 chain varieties, more than 8,000 product specifications,exports to more than 80 countries worldwide. Products are widely used in many fields such as logistics and conveying, food industry, petroleum industry, engineering machinery, lifting equipment, packaging machinery processing, environmental protection equipment, tobacco machinery, etc.
Factory equipment
SFR will continue to increase the investment in manufacturing, R&D, follow the wave of Industry 4.0, continuously improve the company’s technology, product, marketing and brand power, enhance the company’s comprehensive strength, and provide customers with better chain drive solutions.
High-speed punching of industrial chain plates Automatic high-speed punching, high efficiency, high precision, and good sound insulation and environmental protection measures.
Motorcycle chain automatic assembly line The chain automatic assembly line integrates the processes of parts loading, chain assembly, automatic detection, pre-stretching, head riveting, and oiling to achieve the real automatic and efficient agricultural chain automatic assembly.
Automatic assembly line for agricultural chains Using the design of electromechanical integration, the mechanical mold and pneumatic and hydraulic parts are effectively combined together to realize the automatic assembly of complex structure chains.
Testing Machine
SFR Chain currently has 5 manufacturing plants covering over 50,000 square CHINAMFG and employing nearly 1,000 people. We bring in top talent and some of the manufacturing equipment used for manufacturing and inspection to provide the highest quality standards and create effective economies of scale.
Recommend Products
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | Alloy |
|---|---|
| Structure: | Roller Chain |
| Surface Treatment: | Electroplating |
| Chain Size: | 1/2"*11/128" |
| Feature: | Heat Resistant |
| Tensile Strength: | 3.5-38.8kn |
| Samples: |
US$ 5/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

Can a conveyor chain be used in automotive assembly lines?
Yes, a conveyor chain can be effectively used in automotive assembly lines. Here are the reasons why:
1. Efficient Material Handling:
– Conveyor chains provide a reliable and efficient means of transporting automotive components and parts along the assembly line. They can handle heavy loads and withstand the demanding requirements of automotive manufacturing.
2. Versatility:
– Conveyor chains offer versatility in terms of design and configuration. They can be customized to accommodate various assembly processes, such as body welding, painting, assembly, and final inspection.
3. Precise Positioning:
– Conveyor chains allow precise positioning and synchronization of automotive components, ensuring accurate assembly and alignment during the production process. This helps maintain consistent quality and reduces errors.
4. Automation Integration:
– Conveyor chains can be easily integrated with automation systems in automotive assembly lines. They can work in conjunction with robotic arms, vision systems, and other automated equipment to optimize the production process and improve efficiency.
5. Assembly Line Flexibility:
– Conveyor chains provide flexibility in terms of line configuration and layout. They can be designed to accommodate different assembly line layouts, including straight sections, curves, inclines, and declines, to meet the specific requirements of automotive assembly processes.
6. Space Optimization:
– Conveyor chains help optimize space utilization in automotive assembly plants. They can be designed to navigate around existing equipment and infrastructure, making efficient use of available floor space.
7. Safety:
– Conveyor chains are designed with safety features to protect operators and prevent accidents. Emergency stop controls, guarding, and interlocking mechanisms ensure the safe operation of the assembly line.
8. Increased Production Speed:
– By using conveyor chains, automotive assembly lines can achieve higher production speeds, allowing for faster manufacturing cycles and increased output.
Overall, conveyor chains play a crucial role in enhancing the efficiency, productivity, and safety of automotive assembly lines, contributing to the smooth and streamlined production of vehicles.

What are the benefits of using a modular conveyor chain system?
A modular conveyor chain system offers several benefits in terms of flexibility, efficiency, and ease of maintenance. Here are some key advantages:
1. Versatility: Modular conveyor chains are designed with interlocking modules that can be easily connected and disconnected. This allows for flexibility in configuring the conveyor system according to specific layout requirements, production needs, or space limitations. Modules can be added, removed, or repositioned to accommodate changing production processes or product variations.
2. Customizability: The modular design of the conveyor chain system enables customization to meet specific application requirements. Different types of modules are available, including straight sections, curves, inclines, declines, merges, and diverters. Accessories such as side guides, cleats, or product hold-downs can be easily integrated into the system.
3. Quick Installation and Modification: Modular conveyor chains are designed for easy installation and modification. With their snap-in or snap-on connections, modules can be rapidly assembled or disassembled, reducing downtime during system setup or reconfiguration. This feature also facilitates maintenance, repairs, or future expansions.
4. Enhanced Efficiency: The modularity of the conveyor chain system allows for efficient material handling and optimized workflow. The smooth transfer between modules minimizes product jams or misalignments, ensuring a continuous and consistent flow of materials. The ability to incorporate curves or inclines in the system enables efficient use of floor space and facilitates the movement of products through different elevations.
5. Easy Maintenance: Modular conveyor chain systems are designed for ease of maintenance. Individual modules can be easily accessed and replaced without disassembling the entire system. This reduces maintenance time and costs. Additionally, the open structure of the modules allows for easy cleaning, debris removal, and inspection.
6. Durability and Reliability: Modular conveyor chains are typically made from high-quality materials such as plastic or stainless steel, ensuring durability and long-lasting performance. They are resistant to wear, corrosion, and chemical damage, making them suitable for various industrial environments. The interlocking design provides stability and prevents chain slippage during operation.
7. Safety Features: Modular conveyor chain systems can incorporate safety features such as emergency stop buttons, safety guarding, or sensors for detecting blockages or excessive loads. These features help maintain a safe working environment for operators and protect the integrity of the products being transported.
Overall, a modular conveyor chain system offers versatility, customizability, efficiency, and ease of maintenance. It is a reliable solution for material handling in industries such as manufacturing, packaging, distribution, and logistics.

What are the common causes of conveyor chain failures?
Conveyor chain failures can occur due to various reasons, and identifying the root cause is crucial for preventing future issues. Here are some common causes of conveyor chain failures:
- Lack of Lubrication: Insufficient or improper lubrication can lead to increased friction and wear on the chain components, resulting in premature failure.
- Excessive Load: Overloading the conveyor chain beyond its rated capacity can cause excessive stress and strain, leading to chain elongation, deformation, or link breakage.
- Misalignment: Improper alignment of the conveyor chain can cause uneven loading and excessive wear on specific areas, leading to chain failure.
- Environmental Factors: Harsh operating environments, such as high temperatures, corrosive substances, or abrasive materials, can accelerate chain wear and corrosion, leading to failure.
- Foreign Objects: The presence of foreign objects or debris on the conveyor system can interfere with the movement of the chain, causing jamming, binding, or chain damage.
- Poor Maintenance: Inadequate maintenance practices, such as irregular inspections, failure to address minor issues promptly, or neglecting to replace worn components, can contribute to chain failures.
- Incorrect Installation: Improper installation, including incorrect tensioning, misalignment, or using incompatible components, can result in premature chain failure.
- Fatigue and Wear: Continuous operation over time can lead to fatigue and wear in the chain, especially in high-speed or heavy-duty applications, resulting in eventual failure.
Regular maintenance, proper lubrication, adequate training for operators, and adherence to manufacturer guidelines can help mitigate these common causes of conveyor chain failures. Conducting routine inspections, promptly addressing issues, and replacing worn components can also significantly extend the life of the conveyor chain.


editor by CX 2024-05-06
China Hot selling Overhead Trolley Wholesale Steel Forging Drop Forged Conveyor Chain Scraper
Product Description
| MODEL | P | T | t | h | H | b | d |
| S16 | 100 | 30 | 15 | 27 | 8 | 16 | 14 |
| P102-W385 | 102 | 30 | 13 | 27 | 9 | 14 | 14 |
| RUS270 | 123 | 50 | 24 | 46 | 16 | 25 | 20 20.5 |
| Z20 | 125 | 50 | 24 | 48 | 15 | 26 | 20 |
| P140 | 140 | 78 | 31 | 50 | 19 | 32 | 25 |
| Z30 | 142 | 64 | 28.5 | 50 | 18 | 30.5 | 25 |
| 150 | 150 | 38 | 18 | 40 | 10 | 20 | 18 |
| P155 | 155 | 79 | 39.5 | 63.5 | 36 | 40.5 | 30 |
| Z25 | 160 | 58 | 28 | 55 | 18 | 30 | 25 |
| YD310 | 200 | 43 | 20 | 47 | 12 | 22 | 20 |
| A-3634 | 216 | 64 | 26 | 72 | 20 | 28.5 | 35 |
| X63 | 250 | 60 | 28 | 70 | 20 | 30 | 25 |
| P260 | 260 | 72 | 32 | 75 | 20 | 34 | 32 |
ZheJiang CHINAMFG Precision Casting and Forging Inc. was established in 2003, covering an area of 40,000 square meter with 300 employees. In 2571, the company passed the quality management system certification of GB/T 19001-2016 and ISO 9001:2015, and has a number of invention patents.It is a national high-tech enterprise.
Our main products are bucket teeth,side teeth,bucket adapter for excavator and loader; Forged pipe coupling for concrete pump ; Drop forged chain for scraper conveyor, etc. Other casting and forging parts canalsobecustomized accordingto customer drawings. The main materials are alloy steel, high manganese steel, gray iron, ductile iron, etc.
Our company can produce casting range in 0.1kg-2tons, forging range in 0.1kg-100kgs, casting and forging annual capacity of 10,000tons.From productdesign, mold development to heattreatment, machining and spraying, we provide the whole processof internal manufacturing to better control the cost and quality.
ZheJiang Plus Import and Export Trading Co., Ltd. was established in 2571, is Wanxin’s subsidiary, mainly responsible for marketing and export.
FAQ
Q1.Are you a manufacturer or a trading company?
we are totally manufacturer of machinery parts.
Q2.Can i get samples for checking the quality?
we can provide free samples,but you need to pay the freight.
Q3.What’s your MOQ?
For normal prodcuts,we don’t have MOQ.
For customerized products,we will tell you MOQ based on your drawing.
Q4.What’s your delivery time?
it’s about 7-45 days based on your quantity.
Q5.What’s your payment terms?
AmountAmount≥5000USD,T/T 30% as deposit,balance before delivery.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | Alloy |
|---|---|
| Structure: | Forging Chain |
| Surface Treatment: | Polishing |
| Chain Size: | 142 |
| Feature: | Heat Resistant |
| Process: | Forging |
| Samples: |
US$ 100/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

Can a conveyor chain be used in overhead conveyor systems?
Yes, a conveyor chain can be used in overhead conveyor systems. Overhead conveyor systems are designed to move materials, products, or components along an elevated path, typically in manufacturing or distribution facilities.
Conveyor chains used in overhead conveyor systems are specially designed to handle the weight and load requirements of the application. They are typically made from durable materials such as steel or stainless steel to ensure strength and longevity.
Here are some key considerations when using a conveyor chain in overhead conveyor systems:
1. Load Capacity:
– Ensure that the conveyor chain has sufficient load capacity to handle the weight of the conveyed items. The load capacity should be determined based on the maximum anticipated load and any potential dynamic forces.
2. Chain Type and Design:
– Select a conveyor chain that is suitable for overhead applications, such as an overhead conveyor chain or an inverted tooth chain. These chains are specifically designed to handle the unique requirements of overhead conveyance.
3. Lubrication:
– Proper lubrication is crucial for the smooth operation of the conveyor chain in an overhead system. Consider using lubricants that are suitable for overhead applications and ensure regular lubrication to minimize friction and wear.
4. Safety Measures:
– Implement appropriate safety measures to prevent accidents and ensure worker safety. This may include installing safety guards, emergency stop systems, and implementing regular maintenance and inspection routines.
It is important to consult with conveyor system manufacturers or experts who specialize in overhead conveyor systems to ensure the conveyor chain is selected and installed correctly for the specific application requirements.
How does a conveyor chain impact material flow in a production line?
A conveyor chain plays a crucial role in facilitating the smooth and efficient flow of materials in a production line. Here are the key ways in which a conveyor chain impacts material flow:
1. Continuous Movement: A conveyor chain enables continuous movement of materials along the production line. By securely holding and transporting the materials, the chain ensures a consistent flow without interruptions or delays.
2. Speed Control: The speed at which the conveyor chain moves can be adjusted to match the desired production rate. This allows for precise control over the material flow, ensuring that it aligns with the downstream processes and avoids bottlenecks or overloading.
3. Orientation and Positioning: Conveyor chains can be designed with specific attachments or fixtures to orient and position materials in a desired manner. This ensures that the materials are presented correctly for processing, assembly, or packaging, optimizing the overall production flow.
4. Sorting and Diverging: In certain applications, conveyor chains can be equipped with mechanisms for sorting or diverging materials based on predetermined criteria. This allows for efficient routing of different products or components to their respective destinations, streamlining the material flow.
5. Accumulation and Buffering: Conveyor chains can incorporate accumulation zones or buffering areas where materials can temporarily pause or accumulate. This feature is useful when downstream processes experience temporary disruptions or when there is a need to balance the flow between different production stages.
6. Integration with Equipment: Conveyor chains can be integrated with other equipment or machines in the production line, such as robotic arms, automated packaging systems, or inspection stations. This seamless integration enables synchronized material handling, optimizing the flow and efficiency of the entire production process.
7. Customization for Specific Needs: Conveyor chains can be customized to meet specific material handling requirements. This includes considerations such as chain width, length, height adjustments, inclines or declines, and specialized attachments or guides. Such customization ensures that the material flow is tailored to the unique needs of the production line.
By providing a reliable and controlled method of transporting materials, a conveyor chain significantly influences the material flow in a production line. It enhances productivity, reduces manual handling, minimizes the risk of errors or damage, and ultimately contributes to the overall efficiency and success of the manufacturing process.

Can a conveyor chain be used in high-temperature environments?
Yes, conveyor chains can be designed and used in high-temperature environments, but it depends on the specific type of chain and the temperature range involved. Here are some key considerations:
- Material Selection: Conveyor chains for high-temperature applications are typically made from heat-resistant materials such as stainless steel or alloy steels that can withstand elevated temperatures without significant degradation.
- Lubrication: Proper lubrication is essential in high-temperature environments to minimize friction and wear. Special high-temperature lubricants are available that can withstand the operating temperatures and provide effective chain lubrication.
- Chain Design: Chains used in high-temperature environments may have specific design features to accommodate thermal expansion and minimize the risk of binding or seizing. These can include increased clearances, special joint designs, or heat-resistant coatings.
- Temperature Limitations: Each conveyor chain has a maximum temperature limit specified by the manufacturer. It is important to consider this limit and ensure that the operating temperature does not exceed it to maintain the integrity and performance of the chain.
- Proper Maintenance: Regular inspection and maintenance are crucial in high-temperature applications. This includes monitoring chain wear, lubrication levels, and any signs of heat-induced damage or degradation.
However, it is important to note that the suitability of a conveyor chain for high-temperature environments ultimately depends on the specific operating conditions, including the temperature range, duration of exposure, and the application requirements. It is recommended to consult with the chain manufacturer or an experienced engineer to select the appropriate chain and ensure its safe and reliable operation in high-temperature environments.
editor by CX 2024-04-02
China wholesaler Wholesale Stainless Steel Wire Mesh Belt Chain Conveyor Belt Chain for Frozen Food Machinery
Product Description
Stainless Steel Wire Mesh Belt / Chain Conveyor Belt
Product Description
| Product Name | Conveyor Belt |
| Structure | Mesh-Blet |
| Certifications | ISO 9001: 2008, GB/T19001-2000IDT, Test Report |
| Work Temp | -40Celsius ~ 90Celsius |
| Material Feature | Heat Resistant |
| Material | Stainless Steel, SS304/SS201/carbon steel |
| Voltage | 220V 380V |
| Surface Treatment | Galvanized, 3% chromium plate, manganese plated |
| Application | Frozen Food Machinery, Canned Food Machinery, Seafood Machinery, Powder Metallurgy Machinery |
| Heat Treatment Machinery, Glass Machinery, Chemical Machinery, General Conveying Machinery, etc. |
Products Details
Chain-Driven Metal Mesh Belts
Chain-driven metal mesh belts should be considered whenever timing, transfer, and/or positive belt drive are important … in cases such as travel-up inclines, under heavy loads, for long distances, through quenching liquids, cooking oils, or other slippery conditions.
Chain-driven belts are also the only belts that are self-supporting. They can provide efficient operation in applications where friction-driven belts would not be desirable. Any mesh can be used in a chain-driven construction, but the selection is made on the basis of what is needed to support the product.
Balanced weave should be given first consideration, as it is economical and appropriate for most conditions. Gratex weave provides a closer mesh, while a Duplex weave is a close mesh that also provides strength and a straight-through opening. A conventional weave provides unobstructed openings.
Typical Applications
In food processing, chain-driven belts are used in washing, drying, cooking, freezing, dewatering, and blanching operations. In other applications, metals, electronic parts, chemicals, ceramics, leather, lumber, textiles, rubber, and many other products are moved through a host of processes where the positive drive is needed.
Chain Selection
Chains are normally selected according to the strength and speed required. The most frequently used types of chain for metal mesh conveyors are roller chain, employed for most room-to-medium temperature applications, and pintle chain which is recommended for heavier loads and higher temperatures.
Due to the important and specialized nature of the applications requiring these products, each inquiry is reviewed thoroughly. Our goal is to supply the most suitable belt for your specific application. We strive to provide solutions for each situation, assuring value for our customers. Our engineers and technical support group are involved in every specialty belt inquiry and order.
Product Show
Advantage
More Products
DETAILS ABOUT CHINAMFG CHAIN
Certifications
Exhibition
Workshop
Application
Packaging Details & Shipping
FAQ
1. Are you a manufacturer or trade Company?
We are a factory founded in 1997 with a trade team for international service.
2. What terms of payment do you usually use?
T/T 30% deposit and 70% against document, Western Union, L/C at sight
3. What is your lead time for your goods?
Normally 35 days after confirmed order. 30 days could be available in the low season for some items (during May to July), and 45 days during the new year and hot season ( Jan to March).
4. Samples
For customers who need sample confirmation before ordering, please bear in mind that the following policy will be adopted:
1) All samples are free of charge with a maximum value not exceeding USD 100.
2) The courier cost for the first-time sample sending will be charged by the consignee. We will send the samples with freight to be collected. So please inform your account with FedEx, UPS, DHL, or TNT so that we can proceed promptly.
3) The first-time courier cost will be totally deducted from the contract value of the trial cooperation. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Type: | All Sizes |
|---|---|
| Material: | Steel |
| Inside Material: | Polyester |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Common |
| Structure: | Mesh-Blet |
| Customization: |
Available
| Customized Request |
|---|

How do you ensure proper tensioning and alignment of a conveyor chain?
Proper tensioning and alignment are essential for the efficient and reliable operation of a conveyor chain. Here are the steps to ensure correct tensioning and alignment:
1. Initial Installation:
– Ensure that the conveyor frame and supports are properly aligned and leveled before installing the chain. Any misalignment or unevenness can lead to tensioning and alignment issues.
– Follow the manufacturer’s guidelines and specifications for chain installation. This includes proper placement of sprockets, tensioners, and guides.
2. Tensioning:
– Adjust the tension of the chain to the manufacturer’s recommended specifications. Proper tension prevents excessive sagging or tightness, reducing wear and extending the chain’s life.
– Use tensioning devices, such as adjustable take-up units or tensioning screws, to achieve the desired tension. Refer to the manufacturer’s guidelines for the appropriate method of tensioning for your specific conveyor chain.
– Regularly check and adjust the tension as needed. Factors such as chain wear, load variations, and temperature changes can affect the chain’s tension over time.
3. Alignment:
– Check the alignment of the chain with respect to the sprockets and guides. Misalignment can cause uneven wear, increased friction, and premature failure of the chain.
– Inspect the alignment by visually examining the chain’s path along the sprockets and guides. It should run smoothly without any signs of rubbing or excessive deviation.
– Use alignment tools, such as laser alignment devices or straightedges, to accurately assess and correct any misalignment. Adjust the position of sprockets, guides, and supports as necessary.
4. Regular Maintenance:
– Implement a scheduled maintenance program to regularly inspect and maintain proper tensioning and alignment of the conveyor chain.
– Monitor the chain’s performance, including wear patterns, noise levels, and power consumption, as indicators of potential tensioning or alignment issues.
– Keep the chain clean and free from debris or contaminants that can affect its movement and alignment.
By following these steps and regularly monitoring the tensioning and alignment of the conveyor chain, you can ensure smooth and reliable operation, minimize chain wear, and reduce the risk of unexpected failures.
What are the future trends and advancements in conveyor chain technology?
The field of conveyor chain technology is constantly evolving, driven by the need for improved efficiency, productivity, and sustainability. Here are some of the future trends and advancements in conveyor chain technology:
1. Automation and robotics: The integration of conveyor chains with automation and robotics systems is a growing trend. This includes the use of advanced sensors, machine vision, and artificial intelligence to enable autonomous operation, precise positioning, and efficient material handling.
2. Smart and connected systems: Conveyor chains are becoming increasingly connected through the Internet of Things (IoT) technology. This allows for real-time monitoring, data collection, and analysis of various performance parameters such as chain wear, tension, temperature, and energy consumption. Smart systems can optimize maintenance schedules, detect potential failures, and improve overall system efficiency.
3. Lightweight and high-strength materials: The development of lightweight yet high-strength materials is an ongoing focus in conveyor chain technology. Advanced alloys, composites, and engineered plastics offer improved strength-to-weight ratios, reducing energy consumption and increasing the load capacity of conveyor systems.
4. Energy efficiency: Energy efficiency is a key consideration in conveyor chain design. Future advancements aim to minimize power consumption through the use of efficient drive systems, regenerative braking, and smart control algorithms that optimize speed and acceleration profiles. Energy recovery technologies, such as regenerative drives, can also capture and reuse energy during deceleration or braking.
5. Sustainability and environmental friendliness: Conveyor chain technology is moving towards more sustainable and environmentally friendly solutions. This includes the use of eco-friendly materials, improved lubrication techniques to minimize environmental impact, and the adoption of energy-efficient components and systems. Recycling and circular economy concepts are also gaining prominence in the design and manufacturing of conveyor chains.
6. Advanced wear monitoring and predictive maintenance: The future of conveyor chain technology involves advanced wear monitoring systems that can accurately predict the remaining useful life of chains and components. This enables proactive maintenance planning and reduces unplanned downtime. Predictive maintenance algorithms analyze data collected from sensors and provide timely alerts for chain replacement or repair.
These are just a few examples of the future trends and advancements in conveyor chain technology. As technology continues to advance, we can expect further innovations that enhance performance, efficiency, reliability, and sustainability in conveyor systems.
What are the cost considerations when purchasing a conveyor chain?
When purchasing a conveyor chain, there are several cost considerations that need to be taken into account to ensure an optimal investment and operational efficiency.
1. Initial Cost: The initial cost of the conveyor chain includes the cost of the chain itself, as well as any additional components such as sprockets, attachments, and connecting links. It is important to compare prices from different suppliers and evaluate the overall value for the money.
2. Maintenance and Repair Costs: Consider the long-term maintenance and repair costs associated with the conveyor chain. Some chains may require more frequent lubrication or replacement of components, which can add to the overall operating expenses.
3. Service Life: The service life of the conveyor chain is an essential factor in determining its cost-effectiveness. Chains with longer service life may have a higher initial cost but can result in lower replacement and downtime costs in the long run.
4. Energy Efficiency: Energy consumption is an ongoing cost to consider. Conveyor chains that offer lower friction and efficient power transmission can contribute to energy savings and reduce operating expenses.
5. Maintenance Ease: Consider the ease of maintenance when selecting a conveyor chain. Chains that are easier to clean, inspect, and maintain can reduce labor costs and increase operational efficiency.
6. Compatibility and Integration: Ensure that the selected conveyor chain is compatible with the existing conveyor system or equipment. Retrofitting or modifying the system to accommodate a specific chain may incur additional costs.
7. Supplier Support and Warranty: Evaluate the level of technical support provided by the supplier and the warranty coverage offered for the conveyor chain. This can impact the overall cost of ownership and provide peace of mind in case of any unforeseen issues.
It is important to consider these factors holistically and make a cost-benefit analysis based on the specific requirements of the application. Choosing a conveyor chain that aligns with the budget, performance needs, and long-term cost considerations will help optimize the investment and ensure efficient material handling operations.
editor by CX 2024-03-29
China Custom Wholesale Factory Long Pitch Heavy Corn Wheat Rice Duty System C2050 C2060 Industrial Chain All Kinds of Transmission Chain Conveyor Chain Roller Chain
Product Description
| Model NO. | 06C/08A/10A/12A/16A/20A/24A/28A/32A/40A/06B/08B/10B/12B/16B/20B/24B/28B/32B/40B-1/2/3 Heavy duty |
| Chain Model | Roller Chains |
| Structure (for Chain) | Roller Chain |
| Specification | GB/T, DIN, ANSI, ISO, BS, JIS. |
| Origin | HangZhou, ZheJiang |
| Color | Solid Color |
| Chain Color | Customized |
Our company
Wolff Chain Co. is 1 of the professional chain manufacturers in China. We focus on reseaching, manufacturing and trading of the chain drive with famous brands — “DOVON” and “DECHO”. We supply OEM services for many famous enterprises such as SUZUKI, XIHU (WEST LAKE) DIS., FAW, AGCO, JUMING as well.
Wolff mainly producing the Transmission chains,Conveyor chains,Dragging Chains,Silent chains,Leaf chains,Roller chains,Special chain and many other series of chain products. Our technicians a have improved the chains quality to the world-level. High quality material selection, powerful and precise heat-treatment technology and excellent assembly methods ensure Wolff chains meet the tough and strict requirements for machines and vehicles.
All of our products completely conform to the international standard such as ISO\DIN\ANSI\BS\JIS, etc. Wolff has been successfully certified by ISO9001 Quality Management System,SGS inspection and BV inspection. Wolff chains can be widely applied to many industries including automobile, motorcycle, forklift, wood processing machine, constructure machine, packing machine, food machine,tobacco machine and agricultural equipments. Wolff chains are popular in America,South America,Europe,Middle East, South East Asia and Africa markets.
Our workshop
Our certification
Welcome to our exhibition
FAQ
Q1. What is your terms of packing?
A: Generally, we pack our goods in single color box. If you have special request about packing, pls negotiate with us in advance, we can pack the goods as your request.
Q2. What is your terms of payment?
A: T/T 30% as deposit, and 70% before delivery. We’ll show you the photos of the products and packages
before you pay the balance. Other payments terms, pls negotiate with us in advance, we can discuss.
Q3. What is your terms of delivery?
A: EXW, FOB, CFR, CIF.
Q4. How about your delivery time?
A: Generally, it will take 25 to 30 days after receiving your advance payment. The specific delivery time depends
on the items and the quantity of your order.
Q5. Can you produce according to the samples?
A: Yes, we can produce by your samples or technical drawings. We can build the molds and fixtures.
Q6. What is your sample policy?
A: We can supply the sample if we have ready parts in stock, but the customers have to pay the sample cost and
the courier cost.We welcome sample order.
Q7. Do you test all your goods before delivery?
A: Yes, we have 100% test before delivery
Q8: How do you make our business long-term and good relationship?
1. We keep good quality and competitive price to ensure our customers benefit ;
2. We respect every customer as our friend and we sincerely do business and make friends with them,
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Standard or Nonstandard: | Standard |
|---|---|
| Application: | Textile Machinery, Garment Machinery, Conveyer Equipment, Packaging Machinery, Food Machinery, Marine, Mining Equipment |
| Surface Treatment: | Oil Blooming |
| Structure: | Roller Chain |
| Material: | Carbon Steel |
| Type: | Short Pitch Chain |
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

How do you calculate the maximum allowable tension in a conveyor chain?
The maximum allowable tension in a conveyor chain can be calculated using the following steps:
1. Determine the Chain Pitch:
– Measure the distance between the centers of two consecutive chain pins. This measurement is known as the chain pitch and is typically expressed in inches or millimeters.
2. Determine the Chain Speed:
– Determine the speed at which the conveyor chain will be operating. The chain speed is typically expressed in feet per minute or meters per second.
3. Calculate the Chain Pull:
– Determine the total weight or force that needs to be moved by the conveyor chain. This includes the weight of the conveyed material and any additional loads or forces acting on the chain.
4. Calculate the Required Tension:
– Use the following formula to calculate the required tension:
Tension = (Chain Pull × Chain Speed) / (Chain Pitch × Efficiency)
– The efficiency factor accounts for losses due to friction and other factors and is typically expressed as a decimal between 0 and 1.
5. Determine the Maximum Allowable Tension:
– The maximum allowable tension is determined by the manufacturer’s specifications for the conveyor chain. It is important to consult the manufacturer’s documentation or contact them directly to obtain the maximum allowable tension value.
6. Compare the Required Tension and Maximum Allowable Tension:
– Compare the calculated required tension with the maximum allowable tension. The required tension should be less than or equal to the maximum allowable tension to ensure safe and reliable operation of the conveyor chain.
By following these steps and considering the manufacturer’s specifications, you can accurately calculate the maximum allowable tension in a conveyor chain and ensure that it is within the safe operating limits.

What are the safety measures for working with heavy-duty conveyor chains?
Working with heavy-duty conveyor chains requires strict adherence to safety measures to protect the workers and maintain a safe working environment. Here are some important safety measures to consider:
1. Proper Training: All personnel involved in working with conveyor chains should receive comprehensive training on the safe operation and maintenance of the equipment. This includes understanding the potential hazards, safety procedures, and proper use of personal protective equipment (PPE).
2. Equipment Inspection: Regular inspection of the conveyor chain and associated components is crucial to identify any signs of wear, damage, or malfunction. This includes checking for loose fasteners, worn sprockets, misalignment, and any other potential hazards. Any issues should be addressed promptly to prevent accidents.
3. Lockout/Tagout: Before performing any maintenance or repair tasks on the conveyor chain, proper lockout/tagout procedures must be followed. This ensures that the equipment is de-energized and isolated from any power source to prevent accidental startup or movement.
4. Personal Protective Equipment (PPE): Workers should wear appropriate PPE, including safety glasses, gloves, steel-toed boots, and hearing protection. The specific PPE requirements may vary depending on the nature of the work and the potential hazards involved.
5. Safe Work Practices: Workers should follow safe work practices, such as avoiding loose clothing or jewelry that can get caught in the chain, keeping hands and clothing clear of moving parts, and using proper lifting techniques when handling heavy loads.
6. Emergency Stop Systems: Conveyor systems should be equipped with emergency stop buttons or pull cords that allow workers to quickly stop the chain in case of an emergency or hazardous situation.
7. Regular Maintenance: Scheduled maintenance and lubrication of the conveyor chain should be performed according to the manufacturer’s recommendations. This helps to ensure optimal performance and minimize the risk of unexpected failures.
8. Clear Warning Signs and Labels: Proper signage, warning labels, and safety instructions should be clearly displayed near the conveyor chain system to remind workers of potential hazards and safe operating procedures.
9. Regular Safety Training and Communication: Ongoing safety training and communication among the workforce are vital to reinforce safe practices and raise awareness of any changes or updates to safety protocols.
By implementing these safety measures and fostering a safety-conscious culture, the risks associated with working with heavy-duty conveyor chains can be minimized, ensuring the well-being of the workers and the efficient operation of the equipment.

Can a conveyor chain be repaired or does it need to be replaced entirely?
In general, conveyor chains can be repaired in certain cases, but there are instances where replacement is necessary. Here are some considerations:
- Minor Damage: If the conveyor chain has minor damage, such as a broken link or a damaged pin, it may be possible to repair it by replacing the damaged components.
- Significant Wear: If the chain has significant wear, such as elongation or excessive corrosion, it may be more cost-effective to replace the entire chain rather than attempting repairs.
- Critical Components: Some conveyor chains have critical components that cannot be repaired, such as welded attachments or specialized features. In such cases, replacement is usually the only option.
- Manufacturer’s Recommendations: It’s important to consult the manufacturer’s recommendations regarding chain repairability. They can provide specific guidelines on when repair is feasible and when replacement is necessary.
Before deciding whether to repair or replace a conveyor chain, it’s recommended to assess the extent of damage, consider the overall condition of the chain, and evaluate the cost-effectiveness of each option. It’s always advisable to consult with a qualified professional or the chain manufacturer to determine the best course of action.
editor by CX 2024-01-11
China Professional Wholesale Factory C2050 C2060 Industrial All Kinds of Transmission Conveyor Roller Chain
Product Description
|
Product |
Standard Double Pitch Roller chain |
||
|
Material |
40Mn steel,304 stainless steel, 316 stainless steel and 201 stainless steel. |
||
|
Types |
Standard chains and special chains, such as A or B series chains, roller chains, driving chains, conveyor chains, hoisting chains, agricultural chains, sprockets, gears, wheels and so on. |
||
|
Series |
A series(12.7-50.8mm pitches),B series (9.525-50.8mm pitches)and the heavy series. |
||
|
Short pitch precision roller chain |
Simplex Roller Chains&Bushing Chains: 04C-1,06C-1,085-1,08A-1,10A-1,12A-1,16A-1,20A-1,24A-1,28A-1,32A-1,36A-1,40A-1,48A-1 04C-2,06C-2,085-2,08A-2,10A-2,12A-2,16A-2,20A-2,24A-2,28A-2,32A-2,36A-2,40A-2,48A-2 04C-3,06C-2,085-3,08A-3,10A-3,12A-3,16A-3,20A-3,24A-3,28A-3,32A-3,36A-3,40A-3,48A-3 |
||
|
Chain link type |
Standard links (without attachment) and non-standard links (with attachment).
A1: One-side,one hole cranked attachments. |
||
|
Our Products Advantage |
1. Every step from production order to the packing process has a strict quality inspection. |
||
1.Fast delivery: Standard products can be delivered in as fast as 20 days
2.Good service: timely reply, prompt quotation, responsible for the product
3.High cost performance: can maintain price stability for a certain period of time, bringing greater profits to customers
4.Good quality: production and testing have corresponding supervision to ensure product quality and get high praise from customers
5.OEM service: products can be customized according to drawings and requirements
We are responsible for the ordered products. We are very confident in the products we produce. Of course, if you have any problems after receiving the goods, you can contact us directly. We will confirm and negotiate in time to solve your difficulties.
| Standard or Nonstandard: | Standard |
|---|---|
| Application: | Textile Machinery, Garment Machinery, Conveyer Equipment, Packaging Machinery, Food Machinery, Mining Equipment, Agricultural Machinery |
| Surface Treatment: | Oil Blooming |
| Structure: | Roller Chain |
| Material: | Alloy |
| Type: | Double Pitch Chain |
| Samples: |
US$ 35/kg
1 kg(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

Can a conveyor chain be used in high-load applications?
Yes, a conveyor chain can be used in high-load applications. Conveyor chains are designed to withstand heavy loads and provide reliable and efficient material handling in various industries. Here’s a detailed explanation:
– Robust Construction:
A conveyor chain for high-load applications is typically constructed using durable materials such as alloy steel or stainless steel. These chains are designed to withstand the forces and stresses imposed by heavy loads without deformation or failure.
– High Load Capacity:
Conveyor chains for high-load applications are designed with larger and stronger components, including thicker plates, larger pins, and stronger attachments. These enhancements allow the chain to handle heavier loads and distribute the weight evenly across the chain’s links and rollers.
– Proper Selection:
When using a conveyor chain in high-load applications, it is crucial to select the appropriate chain type and size based on the specific load requirements. Factors such as the weight of the conveyed material, the conveyor speed, and the operating conditions should be considered during the selection process.
– Lubrication and Maintenance:
In high-load applications, proper lubrication and regular maintenance of the conveyor chain are essential. Adequate lubrication reduces friction and wear, ensuring smooth operation and extending the chain’s service life. Regular inspections and maintenance routines help identify any issues or wear that may affect the chain’s performance.
– Application-Specific Chains:
In some cases, specialized conveyor chains, such as forged link chains or roller chains, are used to handle extremely heavy loads. These chains offer enhanced strength and durability, making them suitable for demanding high-load applications.
Overall, a properly selected and maintained conveyor chain can reliably handle high-load applications, providing efficient and continuous material handling in industries such as mining, construction, automotive, and heavy manufacturing.
How does a conveyor chain handle different types of materials?
A conveyor chain is designed to handle a wide variety of materials in diverse industrial applications. It is capable of efficiently transporting different types of materials, including:
1. Bulk Materials: Conveyor chains are commonly used to handle bulk materials such as grains, coal, ores, aggregates, and powders. The design of the chain, including the spacing and shape of the links, helps prevent material spillage and ensures smooth and consistent flow.
2. Packaged Goods: Conveyor chains are also used for conveying packaged goods such as boxes, cartons, crates, and pallets. They provide a stable and reliable method of transporting these items along the production line, reducing manual handling and increasing productivity.
3. Small Parts: Conveyor chains with specialized attachments or small-pitch configurations are suitable for handling small parts or components. These chains ensure precise positioning and gentle transport of delicate or intricate items.
4. Heavy-Duty Loads: Industrial conveyor chains are capable of handling heavy-duty loads, such as automotive parts, machinery components, and large equipment. They are engineered to withstand the weight and stress of these objects, providing reliable and efficient material handling in demanding environments.
5. Food and Beverage Products: Conveyor chains used in the food and beverage industry are designed to meet strict hygiene and safety standards. They are constructed from materials that are resistant to corrosion, easy to clean, and compliant with food-grade regulations. These chains ensure the safe and contamination-free handling of food products.
6. Hazardous Materials: Conveyor chains can be used to safely transport hazardous materials, such as chemicals or waste products. Specialized chains with additional safety features, such as sealed housings or containment systems, are utilized to minimize the risk of spills or leaks.
Conveyor chains can be customized with different chain configurations, attachments, and accessories to accommodate specific material characteristics and handling requirements. The selection of the appropriate chain type, material, and design parameters ensures optimal performance and efficient material handling for a wide range of materials.

How to select the right conveyor chain for your conveyor system?
Selecting the right conveyor chain for your conveyor system is crucial to ensure optimal performance and longevity. Here are the steps to follow when choosing a conveyor chain:
- Identify your application requirements: Determine the specific requirements of your conveyor system, including the type of material being conveyed, the speed of operation, the load capacity, the environmental conditions, and any special considerations.
- Consider the chain type: Based on your application requirements, consider the different types of conveyor chains available, such as roller chains, double pitch chains, hollow pin chains, apron chains, or plastic chains. Evaluate their features and benefits to determine which type is most suitable for your needs.
- Assess the chain material: Conveyor chains are typically made from various materials such as steel, stainless steel, or plastic. Consider factors such as corrosion resistance, temperature resistance, wear resistance, and food-grade requirements when selecting the chain material.
- Determine the chain pitch: The chain pitch refers to the distance between the centers of adjacent pins. Choose the appropriate pitch size based on your conveyor system’s design, load requirements, and speed. Smaller pitch sizes provide smoother operation at higher speeds, while larger pitch sizes offer better resistance against wear and fatigue.
- Evaluate the chain strength: Consider the required tensile strength and fatigue resistance of the chain to ensure it can withstand the anticipated load and operating conditions. Factors such as chain construction, material quality, and heat treatment play a role in determining the chain’s strength.
- Consider additional features: Depending on your application, you may need additional features such as attachments, guides, or specialized coatings on the chain. Assess if any of these features are necessary to meet your specific requirements.
- Consult with experts: If you’re uncertain about the selection process or have unique application needs, it’s advisable to consult with conveyor chain manufacturers or industry experts who can provide guidance and recommendations based on their expertise.
By following these steps and carefully considering your application requirements, you can select the right conveyor chain that ensures efficient and reliable operation of your conveyor system.
editor by CX 2023-10-30
China supplier Wholesale Stainless Steel Wire Mesh Belt Chain Conveyor Belt Chain for Frozen Food Machinery
Product Description
Stainless Steel Wire Mesh Belt / Chain Conveyor Belt
Product Description
| Product Name | Conveyor Belt |
| Structure | Mesh-Blet |
| Certifications | ISO 9001: 2008, GB/T19001-2000IDT, Test Report |
| Work Temp | -40Celsius ~ 90Celsius |
| Material Feature | Heat Resistant |
| Material | Stainless Steel, SS304/SS201/carbon steel |
| Voltage | 220V 380V |
| Surface Treatment | Galvanized, 3% chromium plate, manganese plated |
| Application | Frozen Food Machinery, Canned Food Machinery, Seafood Machinery, Powder Metallurgy Machinery |
| Heat Treatment Machinery, Glass Machinery, Chemical Machinery, General Conveying Machinery, etc. |
Products Details
Chain-Driven Metal Mesh Belts
Chain-driven metal mesh belts should be considered whenever timing, transfer, and/or positive belt drive are important … in cases such as travel-up inclines, under heavy loads, for long distances, through quenching liquids, cooking oils, or other slippery conditions.
Chain-driven belts are also the only belts that are self-supporting. They can provide efficient operation in applications where friction-driven belts would not be desirable. Any mesh can be used in a chain-driven construction, but the selection is made on the basis of what is needed to support the product.
Balanced weave should be given first consideration, as it is economical and appropriate for most conditions. Gratex weave provides a closer mesh, while a Duplex weave is a close mesh that also provides strength and a straight-through opening. A conventional weave provides unobstructed openings.
Typical Applications
In food processing, chain-driven belts are used in washing, drying, cooking, freezing, dewatering, and blanching operations. In other applications, metals, electronic parts, chemicals, ceramics, leather, lumber, textiles, rubber, and many other products are moved through a host of processes where the positive drive is needed.
Chain Selection
Chains are normally selected according to the strength and speed required. The most frequently used types of chain for metal mesh conveyors are roller chain, employed for most room-to-medium temperature applications, and pintle chain which is recommended for heavier loads and higher temperatures.
Due to the important and specialized nature of the applications requiring these products, each inquiry is reviewed thoroughly. Our goal is to supply the most suitable belt for your specific application. We strive to provide solutions for each situation, assuring value for our customers. Our engineers and technical support group are involved in every specialty belt inquiry and order.
Product Show
Advantage
More Products
DETAILS ABOUT CHINAMFG CHAIN
Certifications
Exhibition
Workshop
Application
Packaging Details & Shipping
FAQ
1. Are you a manufacturer or trade Company?
We are a factory founded in 1997 with a trade team for international service.
2. What terms of payment do you usually use?
T/T 30% deposit and 70% against document, Western Union, L/C at sight
3. What is your lead time for your goods?
Normally 35 days after confirmed order. 30 days could be available in the low season for some items (during May to July), and 45 days during the new year and hot season ( Jan to March).
4. Samples
For customers who need sample confirmation before ordering, please bear in mind that the following policy will be adopted:
1) All samples are free of charge with a maximum value not exceeding USD 100.
2) The courier cost for the first-time sample sending will be charged by the consignee. We will send the samples with freight to be collected. So please inform your account with FedEx, UPS, DHL, or TNT so that we can proceed promptly.
3) The first-time courier cost will be totally deducted from the contract value of the trial cooperation.
| Type: | All Sizes |
|---|---|
| Material: | Steel |
| Inside Material: | Polyester |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Common |
| Wire Diameter: | 0.8-3mm |
| Customization: |
Available
| Customized Request |
|---|
Can a conveyor chain be used in automotive assembly lines?
Yes, a conveyor chain can be effectively used in automotive assembly lines. Here are the reasons why:
1. Efficient Material Handling:
– Conveyor chains provide a reliable and efficient means of transporting automotive components and parts along the assembly line. They can handle heavy loads and withstand the demanding requirements of automotive manufacturing.
2. Versatility:
– Conveyor chains offer versatility in terms of design and configuration. They can be customized to accommodate various assembly processes, such as body welding, painting, assembly, and final inspection.
3. Precise Positioning:
– Conveyor chains allow precise positioning and synchronization of automotive components, ensuring accurate assembly and alignment during the production process. This helps maintain consistent quality and reduces errors.
4. Automation Integration:
– Conveyor chains can be easily integrated with automation systems in automotive assembly lines. They can work in conjunction with robotic arms, vision systems, and other automated equipment to optimize the production process and improve efficiency.
5. Assembly Line Flexibility:
– Conveyor chains provide flexibility in terms of line configuration and layout. They can be designed to accommodate different assembly line layouts, including straight sections, curves, inclines, and declines, to meet the specific requirements of automotive assembly processes.
6. Space Optimization:
– Conveyor chains help optimize space utilization in automotive assembly plants. They can be designed to navigate around existing equipment and infrastructure, making efficient use of available floor space.
7. Safety:
– Conveyor chains are designed with safety features to protect operators and prevent accidents. Emergency stop controls, guarding, and interlocking mechanisms ensure the safe operation of the assembly line.
8. Increased Production Speed:
– By using conveyor chains, automotive assembly lines can achieve higher production speeds, allowing for faster manufacturing cycles and increased output.
Overall, conveyor chains play a crucial role in enhancing the efficiency, productivity, and safety of automotive assembly lines, contributing to the smooth and streamlined production of vehicles.
Can a conveyor chain be used for heavy-duty applications?
Yes, a conveyor chain can be used for heavy-duty applications. Conveyor chains are specifically designed to handle heavy loads and provide reliable transportation in industrial environments.
Here are some factors that make conveyor chains suitable for heavy-duty applications:
1. Robust construction: Conveyor chains are typically made from high-strength materials such as alloy steel, stainless steel, or hardened carbon steel. These materials offer excellent durability and can withstand the heavy loads and harsh operating conditions commonly found in heavy-duty applications.
2. High load-carrying capacity: Conveyor chains are designed to handle significant loads, including heavy products, bulk materials, or large components. The chains are engineered with appropriate pitch, link dimensions, and strength to ensure reliable transport of heavy items.
3. Fatigue resistance: Conveyor chains are built to withstand repetitive stress and fatigue caused by continuous operation under heavy loads. They undergo specific heat treatments and surface hardening processes to enhance their resistance to wear, fatigue, and deformation.
4. Customization options: Conveyor chains can be customized to meet the specific requirements of heavy-duty applications. This includes selecting the appropriate chain type, pitch, attachment design, and surface coating for improved performance and longevity.
5. Compatibility with heavy-duty equipment: Conveyor chains are designed to integrate seamlessly with heavy-duty conveyor systems, including large motors, drives, and supporting structures. This ensures proper power transmission and smooth operation even in demanding environments.
6. Safety features: Conveyor chains for heavy-duty applications often incorporate safety features such as overload protection, emergency stops, and monitoring systems to ensure the safety of operators and prevent damage to the equipment.
It’s important to consult with a qualified engineer or conveyor manufacturer to select the appropriate conveyor chain and system components for the specific heavy-duty application. They can provide guidance on chain selection, system design, and maintenance practices to ensure optimal performance and reliability.
What factors should be considered when designing a conveyor chain system?
When designing a conveyor chain system, several factors need to be considered to ensure optimal performance and functionality. These factors include:
- Load Capacity: The load capacity of the conveyor chain system is a critical consideration. It involves determining the maximum weight and size of the materials or products to be conveyed. This information helps in selecting the appropriate chain type, size, and strength to handle the expected load.
- Speed and Throughput: The desired speed at which the conveyor system needs to operate and the expected throughput of materials are important factors. They influence the selection of chain pitch, sprocket size, and motor power to achieve the desired conveyor speed and material handling capacity.
- Environmental Conditions: The operating environment plays a crucial role in the design of a conveyor chain system. Factors such as temperature, humidity, dust, corrosive substances, and presence of water or chemicals impact the selection of materials for the chain, sprockets, and other components to ensure durability and resistance to wear and corrosion.
- Conveyor Layout and Configuration: The layout and configuration of the conveyor system are key considerations. Factors such as available space, conveyor path, incline or decline angles, and any required curves or turns affect the selection of chain type, sprocket arrangement, and overall system design.
- Maintenance and Accessibility: Easy access for maintenance and servicing is crucial for the longevity and efficient operation of the conveyor chain system. Considering factors such as lubrication points, chain tension adjustment mechanisms, and overall accessibility for inspections and repairs ensures smooth operation and minimizes downtime.
- Noise and Vibration: The level of noise and vibration generated by the conveyor chain system can impact the working environment. Design considerations such as selecting chain types with low noise characteristics, implementing proper lubrication, and using vibration-damping components help minimize noise and vibration levels.
- Safety: Safety is of paramount importance in conveyor chain system design. Factors such as guarding, emergency stop systems, proper alignment, and anti-slip measures need to be incorporated to ensure the safety of operators and prevent accidents or injuries.
Considering these factors during the design stage helps in selecting the appropriate conveyor chain type, size, and configuration to meet the specific requirements of the application, ensuring smooth and efficient material handling operations.
editor by CX 2023-10-26
China Hot selling Wholesale Stainless Steel Wire Mesh Belt Chain Conveyor Belt Chain for Frozen Food Machinery
Product Description
Stainless Steel Wire Mesh Belt / Chain Conveyor Belt
Product Description
| Product Name | Conveyor Belt |
| Structure | Mesh-Blet |
| Certifications | ISO 9001: 2008, GB/T19001-2000IDT, Test Report |
| Work Temp | -40Celsius ~ 90Celsius |
| Material Feature | Heat Resistant |
| Material | Stainless Steel, SS304/SS201/carbon steel |
| Voltage | 220V 380V |
| Surface Treatment | Galvanized, 3% chromium plate, manganese plated |
| Application | Frozen Food Machinery, Canned Food Machinery, Seafood Machinery, Powder Metallurgy Machinery |
| Heat Treatment Machinery, Glass Machinery, Chemical Machinery, General Conveying Machinery, etc. |
Products Details
Chain-Driven Metal Mesh Belts
Chain-driven metal mesh belts should be considered whenever timing, transfer, and/or positive belt drive are important … in cases such as travel-up inclines, under heavy loads, for long distances, through quenching liquids, cooking oils, or other slippery conditions.
Chain-driven belts are also the only belts that are self-supporting. They can provide efficient operation in applications where friction-driven belts would not be desirable. Any mesh can be used in a chain-driven construction, but the selection is made on the basis of what is needed to support the product.
Balanced weave should be given first consideration, as it is economical and appropriate for most conditions. Gratex weave provides a closer mesh, while a Duplex weave is a close mesh that also provides strength and a straight-through opening. A conventional weave provides unobstructed openings.
Typical Applications
In food processing, chain-driven belts are used in washing, drying, cooking, freezing, dewatering, and blanching operations. In other applications, metals, electronic parts, chemicals, ceramics, leather, lumber, textiles, rubber, and many other products are moved through a host of processes where the positive drive is needed.
Chain Selection
Chains are normally selected according to the strength and speed required. The most frequently used types of chain for metal mesh conveyors are roller chain, employed for most room-to-medium temperature applications, and pintle chain which is recommended for heavier loads and higher temperatures.
Due to the important and specialized nature of the applications requiring these products, each inquiry is reviewed thoroughly. Our goal is to supply the most suitable belt for your specific application. We strive to provide solutions for each situation, assuring value for our customers. Our engineers and technical support group are involved in every specialty belt inquiry and order.
Product Show
Advantage
More Products
DETAILS ABOUT CZPT CHAIN
Certifications
Exhibition
Workshop
Application
Packaging Details & Shipping
FAQ
1. Are you a manufacturer or trade Company?
We are a factory founded in 1997 with a trade team for international service.
2. What terms of payment do you usually use?
T/T 30% deposit and 70% against document, Western Union, L/C at sight
3. What is your lead time for your goods?
Normally 35 days after confirmed order. 30 days could be available in the low season for some items (during May to July), and 45 days during the new year and hot season ( Jan to March).
4. Samples
For customers who need sample confirmation before ordering, please bear in mind that the following policy will be adopted:
1) All samples are free of charge with a maximum value not exceeding USD 100.
2) The courier cost for the first-time sample sending will be charged by the consignee. We will send the samples with freight to be collected. So please inform your account with FedEx, UPS, DHL, or TNT so that we can proceed promptly.
3) The first-time courier cost will be totally deducted from the contract value of the trial cooperation.
| Type: | All Sizes |
|---|---|
| Material: | Steel |
| Inside Material: | Polyester |
| Feature: | Oil-Resistant, Acid And Alkali Resistant, Tear-Resistant, Heat-Resistant, Cold-Resistant, Wear-Resistant |
| Tensile Strength: | Common |
| Wire Diameter: | 0.8-3mm |
| Customization: |
Available
| Customized Request |
|---|
How does a conveyor chain impact energy efficiency in a system?
A conveyor chain plays a significant role in the energy efficiency of a conveyor system. Here are the ways in which it impacts energy efficiency:
1. Reduced Power Consumption:
– A well-designed conveyor chain with low friction characteristics can minimize power consumption. By reducing the frictional resistance between the chain and the conveyor components, less energy is required to move the chain and transport the materials along the conveyor system.
2. Efficient Power Transmission:
– The design and construction of a conveyor chain contribute to efficient power transmission. Chains with optimized pitch, roller diameter, and sprocket tooth profile ensure smooth and effective power transfer, minimizing energy losses during operation.
3. Proper Chain Tensioning:
– Maintaining proper chain tension is crucial for energy efficiency. An adequately tensioned chain ensures optimal contact between the chain and the sprockets, minimizing slippage and power loss. Regular inspections and adjustments of chain tension help maximize energy efficiency.
4. Alignment and Tracking:
– Proper alignment and tracking of the conveyor chain are essential for energy efficiency. Misaligned or poorly tracked chains can cause increased friction, leading to higher energy consumption. Regular monitoring and adjustment of the chain’s alignment ensure smooth and efficient operation.
5. Regular Maintenance:
– Performing routine maintenance on the conveyor chain, including lubrication, cleaning, and inspection, helps maintain optimal performance and energy efficiency. Adequate lubrication reduces friction and wear, minimizing power losses and extending the chain’s lifespan.
6. System Design Optimization:
– Considering energy efficiency during the design phase of a conveyor system can significantly impact its overall efficiency. Proper selection of conveyor chain components, such as low-friction materials and efficient drive systems, can help minimize energy consumption and improve the system’s energy efficiency.
By employing these practices and utilizing energy-efficient conveyor chain technologies, businesses can reduce energy costs, minimize environmental impact, and enhance the overall sustainability of their operations.

How does a conveyor chain contribute to overall production efficiency?
A conveyor chain plays a crucial role in enhancing overall production efficiency in various industries. Here are the ways in which it contributes to efficiency:
1. Continuous Material Flow: A conveyor chain enables continuous and uninterrupted material flow from one point to another. It eliminates the need for manual handling or transportation of goods, reducing downtime and delays in production processes.
2. Increased Throughput: By automating material handling, a conveyor chain enables faster and more efficient movement of goods. It allows for higher throughput and production rates, maximizing the utilization of resources and reducing cycle times.
3. Improved Productivity: With a conveyor chain, employees can focus on value-added tasks rather than manual material handling. This leads to improved productivity as workers can concentrate on more skilled and critical operations.
4. Efficient Resource Allocation: A well-designed conveyor chain system optimizes the utilization of space, allowing for efficient layout and organization of production areas. It helps in streamlining workflow and minimizing wastage of resources such as floor space, manpower, and equipment.
5. Quality Control: Conveyor chains can be integrated with inspection stations or automated processes to ensure quality control at various stages of production. This helps in detecting and rectifying any defects or inconsistencies, reducing the chances of faulty products reaching the market.
6. Reduced Material Handling Costs: By eliminating or minimizing manual material handling, a conveyor chain reduces labor costs associated with transportation, lifting, and carrying of goods. It also minimizes the risk of injuries or accidents related to manual handling.
7. Flexibility and Adaptability: Conveyor chains can be customized to suit specific production requirements. They can be designed to accommodate different types of products, handle various load capacities, and adapt to changes in production demands. This flexibility allows for seamless integration with existing production systems and easy scalability.
8. Safety and Ergonomics: Conveyor chains incorporate safety features such as guards, emergency stop buttons, and interlocks to ensure worker safety. They also promote ergonomic practices by reducing physical strain on workers and minimizing the risk of musculoskeletal injuries.
Overall, a well-designed and properly maintained conveyor chain system enhances production efficiency by optimizing material flow, increasing throughput, improving productivity, reducing costs, ensuring quality control, and prioritizing worker safety.

How do you optimize the efficiency of a conveyor chain system?
To optimize the efficiency of a conveyor chain system, several factors should be considered and implemented:
1. System Design: Ensure that the conveyor system is properly designed to minimize energy losses, reduce friction, and optimize material flow. Consider factors such as conveyor length, incline/decline angles, and the number and placement of drive units to achieve efficient operation.
2. Chain Selection: Select the appropriate conveyor chain based on the specific application requirements, such as load capacity, speed, and environmental conditions. Consider factors like chain material, pitch, and strength to ensure optimal performance and longevity.
3. Lubrication: Proper lubrication of the conveyor chain is essential for reducing friction, wear, and power consumption. Choose the right lubricant for the application and regularly maintain the lubrication levels to ensure smooth chain operation.
4. Tensioning and Alignment: Regularly inspect and adjust the tension and alignment of the conveyor chain to prevent excessive slack or tightness. Proper tensioning and alignment help to minimize chain wear, reduce energy losses, and ensure consistent performance.
5. Preventive Maintenance: Implement a regular maintenance program to identify and address potential issues before they escalate. This includes cleaning the chain, inspecting sprockets and guides, replacing worn components, and checking for proper tension and alignment. A well-maintained system reduces downtime and extends the life of the chain.
6. System Monitoring: Utilize monitoring tools such as sensors, cameras, or automated systems to track the performance of the conveyor chain system. Monitoring can provide valuable data on chain tension, alignment, speed, and power consumption, allowing for timely adjustments and optimization.
7. Training and Operator Awareness: Train operators on best practices for operating and maintaining the conveyor chain system. Promote awareness of energy efficiency, proper handling, and safety protocols to ensure optimal system performance.
By considering these factors and implementing appropriate measures, the efficiency of a conveyor chain system can be optimized, leading to improved productivity, reduced energy consumption, and longer chain life.
editor by CX 2023-09-05
China manufacturer Wholesale Factory C2050 C2060 Industrial All Kinds of Transmission Conveyor Roller Chain connecting link roller chain
Product Description
|
Product |
Standard Double Pitch Roller chain |
||
|
Material |
40Mn steel,304 stainless steel, 316 stainless steel and 201 stainless steel. |
||
|
Types |
Standard chains and special chains, such as A or B series chains, roller chains, driving chains, conveyor chains, hoisting chains, agricultural chains, sprockets, gears, wheels and so on. |
||
|
Series |
A series(12.7-50.8mm pitches),B series (9.525-50.8mm pitches)and the heavy series. |
||
|
Short pitch precision roller chain |
Simplex Roller Chains&Bushing Chains: 04C-1,06C-1,085-1,08A-1,10A-1,12A-1,16A-1,20A-1,24A-1,28A-1,32A-1,36A-1,40A-1,48A-1 04C-2,06C-2,085-2,08A-2,10A-2,12A-2,16A-2,20A-2,24A-2,28A-2,32A-2,36A-2,40A-2,48A-2 04C-3,06C-2,085-3,08A-3,10A-3,12A-3,16A-3,20A-3,24A-3,28A-3,32A-3,36A-3,40A-3,48A-3 |
||
|
Chain link type |
Standard links (without attachment) and non-standard links (with attachment).
A1: One-side,one hole cranked attachments. |
||
|
Our Products Advantage |
1. Every step from production order to the packing process has a strict quality inspection. |
||
1.Fast delivery: Standard products can be delivered in as fast as 20 days
2.Good service: timely reply, prompt quotation, responsible for the product
3.High cost performance: can maintain price stability for a certain period of time, bringing greater profits to customers
4.Good quality: production and testing have corresponding supervision to ensure product quality and get high praise from customers
5.OEM service: products can be customized according to drawings and requirements
We are responsible for the ordered products. We are very confident in the products we produce. Of course, if you have any problems after receiving the goods, you can contact us directly. We will confirm and negotiate in time to solve your difficulties.
| Standard or Nonstandard: | Standard |
|---|---|
| Application: | Textile Machinery, Garment Machinery, Conveyer Equipment, Packaging Machinery, Food Machinery, Mining Equipment, Agricultural Machinery |
| Surface Treatment: | Oil Blooming |
| Structure: | Roller Chain |
| Material: | Alloy |
| Type: | Double Pitch Chain |
| Samples: |
US$ 35/kg
1 kg(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
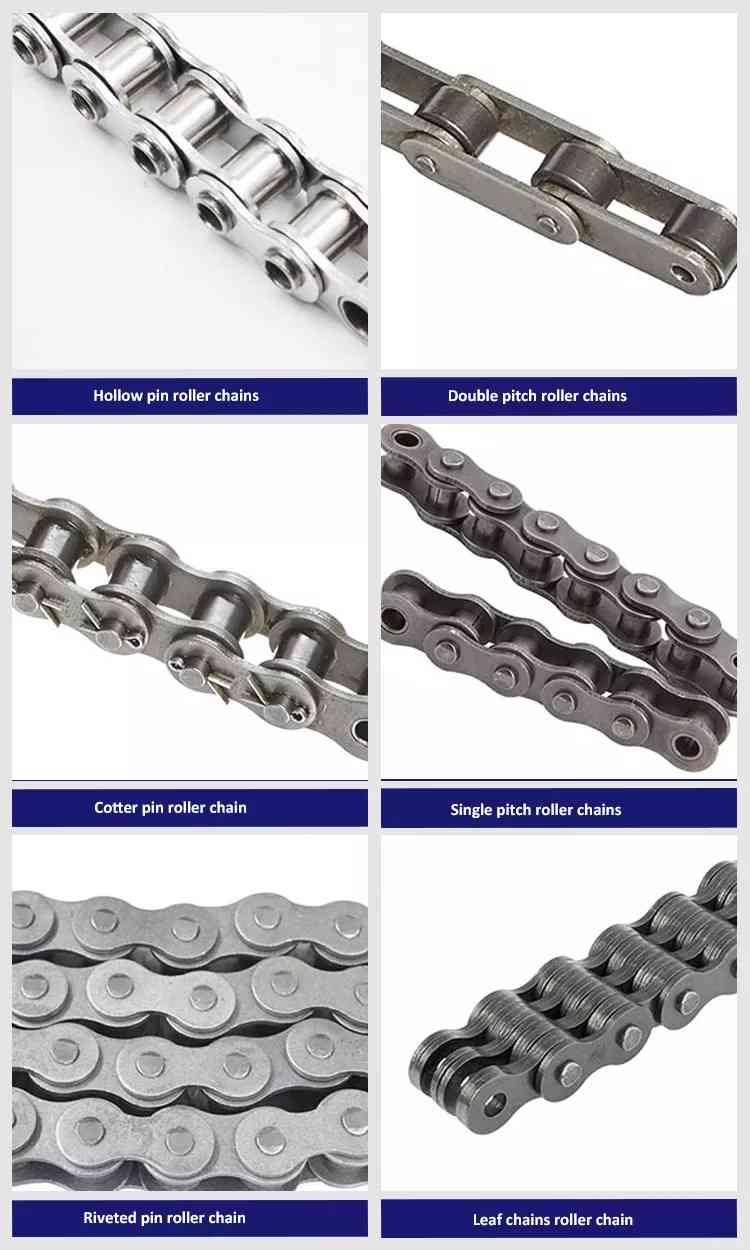
drive chain type
Drive chains are used in a variety of industrial applications. Unlike roller chains, which are more efficient in terms of weight and size, drive chains slide on steel guides. Drive chains are often used for dirty work. Here’s what you need to know about the various types of drive chains. In this article, we’ll look at pin chains, engineered steel chains, bushing roller chains, and timing chains. These types are the most common and the most commonly used.
time chain
There are several factors to consider when deciding which drive chain to buy. What matters is how long the chain will last, as the timing chain will stretch over time. However, they are pre-stretched during manufacture to reduce the risk of stretching. Timing chains can also be noisy compared to toothed belt drives, but rails and chain tensioners can alleviate this problem. Timing chains also wear slower than belts, reducing repair costs.
Timing chains require little maintenance compared to belt drives. When well lubricated, timing chains require little maintenance. The only maintenance really required is checking the engine oil level and following the manufacturer’s recommended service intervals. Timing chains of drive chains are also safer than belt drives and can be dangerous if the toothed belt tears. Also, the timing chain only needs minor repairs and replacements. Garages can purchase complete timing chain kits that contain all the parts needed for repairs.
Drive chains can be equipped with roller chains or timing chains, depending on the load on the engine. The style of the timing chain depends on the type of motor used. However, the roller chain is the most common choice due to its high strength and NVH properties. The roller chain has two tabs pressed into the eyes, and two rollers above them. These components work together to improve engine performance.
Many modern vehicles use timing chains. Timing gears synchronize the camshaft and crankshaft so that the valves open and close at the appropriate times. This is critical to the running quality, power output, and fuel consumption of the engine. The timing chain also reduces the amount of pollution emitted by the vehicle. Over the past two decades, many OEMs have turned to time chains for OHC/DOHC engines.
pin chain
Steel pivot chains feature open barrels to reduce blocking and material buildup. These chains are designed for power transmission and transportation applications, often used in agricultural applications. They can be custom welded using specialized accessories. These chains can be used in agricultural, industrial and municipal applications. Here’s a closer look at each. Read on to learn about the benefits of steel pivot chains.
The Long Pitch Class 700 Pivot Chain is a versatile chain for conveying and lifting products. Its T-head pins fit snugly so dust doesn’t get into the pin holes. It is also constructed with a closed bearing structure to prevent elongation due to wear. Steel pivot chains are designed for high fatigue applications and are versatile.
Engineering Steel Chain
Engineered steel drive chain provides maximum power transfer while minimizing weight. Engineering chains are often used for tough oil drilling operations. Designed for durability and tight tolerances, these chains can be used in a variety of industrial equipment. Whether you need to lift heavy objects or store a lot of items, engineered steel chains will do the job. Read on to learn more about the benefits of engineering chains.
Engineered steel chains consist of links or pin joints with large gaps between the components. The material of these chains is designed to handle abrasives. While many of these chains are used as conveyors, some are designed for drives. You can find these chains on conveyors, forklifts, bucket elevators, oil rigs and more. To get the most out of them, they should be able to withstand the power produced by the prime mover.
The chain can withstand high tensile stresses and is ductile enough to withstand fatigue. The center-to-center distance between the chain and sprockets is between 30% and 50% of the pitch. On smaller sprockets, the arc of contact between the teeth and chain must be at least 120 degrees. The resistance of the chain drive depends on the use environment, including vibration, noise, fatigue strength and other factors.
There are many types of engineering steel drive chains, each with a different function. The most commonly used type is the elevator. Its lift mechanism raises and lowers the carriage. Most cranes are attached to the load with hooks. Another type of chain is the oval link. Its links are welded and the sprocket has receivers for each link. It is used in low speed applications for elevators, chain hoists and anchors in offshore operations.
Bushing Roller Chain
Typically, a bushing roller chain as a drive chain consists of two link assemblies. The inner link consists of two plates held together by two sleeves, while the outer link consists of two plates connected by pins that pass through the inner link. However, there are some differences between bushing roller chains. The main difference is the type of link and the amount of lubrication required. If you want to learn more about bushing roller chains, keep reading.
While roller chains are generally stronger and more durable than bushing chains, they are not immune to wear. During the driving cycle, they lengthen and undergo a process called articulation. The rate at which they elongate depends on the lubrication and load applied to them. The frequency of pin and bushing articulation is also critical. Like other wear parts, the manufacture of critical wear parts requires close attention to detail to ensure optimum performance. Correct raw material selection, part fabrication, and assembly are key factors in achieving optimum performance. Improperly prepared parts can affect wear life and performance.
Consider your application and load distribution when selecting a bushing roller chain as your drive chain. The length of the chain must be between 30 and 50 times its pitch. The arc of contact between the small sprocket teeth must be at least 120 degrees. The resistance of the drive chain depends on the usage environment, which will determine its fatigue strength and vibration level. It’s a good idea to check the chain length before deciding to replace it.
flat top chain
The TSplus flat top drive chain is the most flexible conveying medium on the market today. They can be connected end-to-end to create extended conveyor lines. The side bend design allows it to be used with a variety of conveyor types including inline, snake, and carousel conveyors. These chains are available in a variety of sizes, ranging in width from 3 feet to 20 feet.
A variety of materials are available for flat-top chains, including steel and plastic. Steel chains are ideal for applications requiring wear resistance. They are sturdy and well made. Plastic chains are particularly durable, but not suitable for harsh environments. Stainless steel flat top chains are suitable for a variety of applications, and some manufacturers make them from stainless steel or even aluminum. If your application requires a durable flat top chain, choose a chain made from iwis hardened stainless steel.
Another type of flat-top drive chain is the side bend chain. Suitable for flexible machinery requiring efficient conveying. It is equipped with a single hinge pin or double hinge pin. Either option will do, but each hinge pin has its advantages. Single hinge pin chains are suitable for smaller light-duty conveyors, while double hinge pins are more suitable for medium and heavy-duty applications.
CZPT is a modular flat top chain conveyor system. Its standardized components and modules can be easily integrated into any production process. And because it’s a single track, you can lengthen or shorten it as needed. Its versatile design makes it compatible with other conveyor systems such as belts and sprockets. This monorail modular design allows system lengths up to 40 meters and is compatible with other conveyor systems.
editor by CX 2023-04-20